In der Getränkeabfüllung werden Flaschen oder Dosen mit Kohlenstoffdioxid (CO2) unter Druck gesetzt, viele Erfrischungsgetränke werden mit dem Gas versetzt. Gär- und Lagertanks sowie Filtrationsanlagen werden mit CO2leergedrückt, Brauwasser wird aufbereitet oder Lauge neutralisiert. In der alkoholischen Gärung in Brauereien wiederum entsteht CO2.
Diesen und vielen anderen Prozessen ist gemeinsam, dass sich überschüssiges Kohlendioxid zurückgewinnen lässt, um es an gleicher oder anderer Stelle wiederzuverwenden. In der Lebensmittelindustrie zum Beispiel. Hier werden mit dem Gas in Druckkammern Insekten oder Bakterien bekämpft, wie bei der Verarbeitung von Tee, Kaffee, Tabak, Getreide, Reis oder auch Gemüse. So wird beispielsweise vorverpackter Reis unter CO2-Zugabe bei einem Druck von 20 bar für 40 Minuten in der Kammer gehalten. Nach der Druckkammer kann auch hier das CO2 wieder aufgefangen und stark komprimiert werden, um platzsparend transportiert oder wiederverwendet werden zu können.

In vielen Branchen wird Co2-Verdichtung genutzt
Auf der anderen Seite gibt es zahlreiche Prozesse, bei denen Kohlendioxid als Neben- oder Abfallprodukt anfällt. Chemisch-Nickel-Anlagen, Düngemittel- und Biogasanlagen etwa. So müssen bei der Biogasaufbereitung der Methangehalt im Biogas erhöht und gleichzeitig Kohlendioxid und weitere unerwünschte Bestandteile entfernt werden. Dafür stehen diverse Verfahren zur Verfügung, etwa die Aminwäsche, die Druckwasserwäsche oder kryogene Verfahren.
Bei Tieftemperaturverfahren wird die Temperatur des Gasstromes abgesenkt, wodurch das Kohlendioxid kondensiert beziehungsweise resublimiert. Dabei liegt das CO2 in flüssiger oder fester Form an und kann bei ausreichender Reinheit wirtschaftlich genutzt werden. Auch bei der Ammoniaksynthese, die überwiegend zur Düngemittelherstellung angewandt wird, entstehen große Mengen CO2.
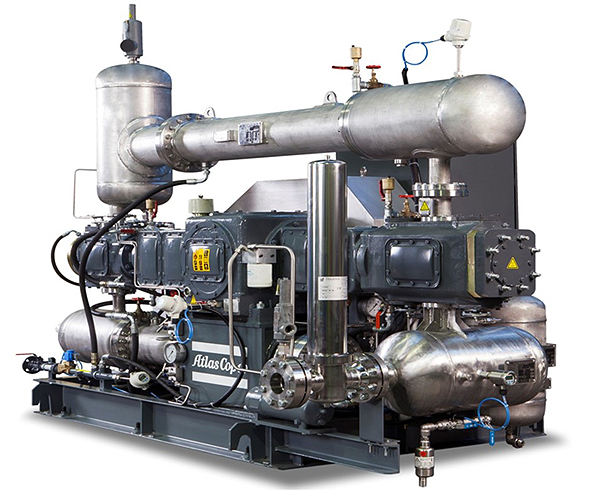
Für derartige Anwendungen bieten wir seit kurzem spezielle CO2-Kolbennachverdichter an. Die Booster sind wassergekühlt, verdichten ölfrei und haben zwei Verdichterstufen. Mit ihnen lässt sich Kohlendioxid, das bei den genannten chemischen Prozessen oder in der Getränke- und Lebensmittelindustrie anfällt, auf einen Betriebsüberdruck von 11 bis 20 bar komprimieren. Die Maschinen sind für ihre absolut ölfreie Verdichtung vom TÜV gemäß ISO 8573-1, Klasse 0, zertifiziert. Damit haben Anwender die Sicherheit, dass ihre Prozesse nicht von Aerosolen kontaminiert werden können – oder zumindest wäre das nicht auf die Booster zurückzuführen.
Booster als Plug-and-Play-Anlagen vorkonfektioniert
„Die Booster müssen immer individuell auf die jeweiligen betrieblichen Anforderungen ausgelegt werden“, betont Torsten Schremmer, Produktmanager für ölfreie Druckluft bei Atlas Copco in Essen. „Angesichts der potenziell hohen Nachfrage haben wir aber schon eine Serie mit vorkonfektionierten Standardgrößen definiert.“ Bei den Anlagen der Standardbaureihe sind alle Komponenten auf einem Stahlgrundrahmen angeordnet. Sie werden als Plug-and-Play-Systeme betriebsbereit ausgeliefert.
Der maximale Betriebsüberdruck der Anlagen liegt bei 20 bar. Die Motorleistungen variieren zwischen 22 und 250 Kilowatt, die Durchflussraten liegen zwischen 127 und 3176 kg CO2 pro Stunde. Gesteuert werden die Booster von einer Elektronikon-MK5-Steuerung, die samt Display in einem Schaltschrank auf dem Grundrahmen installiert ist. „Wenn der Anwender kein trockenes, sondern feuchtes CO2bereitstellt, muss die Anlage auch über einen Kondensatabscheider verfügen“, erklärt Schremmer. „Den liefern wir dann natürlich optional mit.“
Die Elektronikon-MK5-Steuerung erleichtert die Bedienung und die Wartung. Die Sensoren des Kolbennachverdichters geben alle Betriebsinformationen an die Steuerung weiter, so dass alle Betriebsparameter einfach verwaltet werden können. Die Elektronikon-Steuerung gibt auch Sicherheitsalarme aus, schaltet den Kompressor bei Bedarf ab und ermöglicht vorausschauende Wartung. Sie kann an entfernte Systeme in Kontrollräumen angebunden werden, was ebenfalls die Verwaltung erleichtert.
Der Hauptantriebsmotor arbeitet elektrisch und wird über einen Riemen mit fester Drehzahl angetrieben. Auf Anfrage ist er auch mitAtex-Zertifizierungerhältlich, so dass die Booster in explosionsgefährdeten Bereichen eingesetzt werden können. Die gesamten Anlagen sind zwischen 6,5 und 16 t schwer und müssen auf einem ebenen und tragfähigen Industrieboden von mindestens 300 mm Stärke aufgestellt und verschraubt werden.
Ihr Ansprechpartner:
Torsten Schremmer, Produktmanager Ölfreie Druckluft
